Process analysis of 200 liter steel drum crimping
Jin Zhenhai, Machinery Department of Jinxi Chemical Plant
At present, the curling edge of China's 200-liter steel drum has two forms: flat curling and round crimping. Steel drum assembly equipment is hydraulic and mechanical. The author's workshop adopts mechanical type and completes the action by cam feed. Before 1985, our factory produced flat-rolled steel drums, and found a mature experience. After 1986, it is required to reach the "International Maritime Dangerous Regulations". The 200-liter closed-mouth steel drum is only equipped with a new three-round curling technology that is resistant to impact and has good anti-leakage effect. After several years of practical exploration, we have accumulated a certain amount of experience, so that this technology has been applied and achieved certain results. This article is the author's experience in summing up the experience of the predecessors, and personal experience of the experience, please do not hesitate to ask and guide.
First, the main factors affecting the sealing process of 200 liter steel drum sealing are as follows:
1. The effect of the welding process on the crimping process:
It is known from the conventional inspection of steel drums that the majority of the leakage of steel drums occurs at the weld joints. The upper edge of the weld requires that the edge should be between 6-8mm, and the smaller the steel, the smaller the finer. The thickness of the slab after the lap joint shall be 1.25 mm. No overlap is allowed. This can reduce the cracking of the sheet due to uneven thickness of the sheet. If the lap joint is misplaced, the iron tongue will appear, which may cause leakage of the steel drum. Therefore, it is necessary to improve the quality of the process of the bead forming.
2. The effect of the edge-trimming process on the crimping process:
In practice, the parameter values ​​of the edge-trimming process are: the height b of the edge, the length L of the material expansion, and the radius rmin of the minimum bending radius. The uniformity coefficient β of the angle between the edge of the blade and the barrel body has a significant influence on the quality of the steel barrel curling.
The edge is a process of bending deformation. The curved member is implemented according to the principle that the length of the neutral layer is constant before and after bending. The bending coefficient k is the main indicator of the degree of bending deformation of the balance.
k=r/t
Where r is the minimum curved inner circle radius of the curved piece. t - material thickness.
It can be seen from the formula that the smaller the k value, the greater the degree of material deformation. When the value of k is reduced to a certain extent (more than the deformation degree of the limit of the material), the outer metal of the material is cracked, and the mechanical properties of the material are weakened, resulting in a decrease in various performance indexes, thereby affecting the quality of the process of the crimp.
Please see the following experiment:
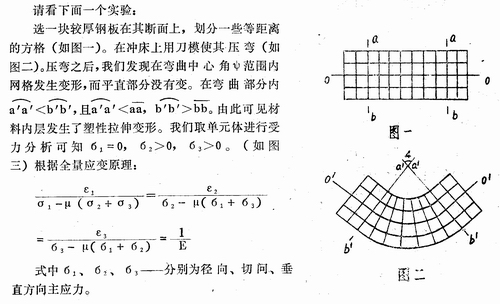

It can be seen that when the material is bent, the tangential principal stress and the main strain of the metal material are maximum. If the allowable stress of the material is exceeded, the metal material is broken and the bending edge is uneven. Therefore, the maximum principal stress is required for the edge-trigger force

It can be seen that as the bending force P increases, the inner bending radius r decreases, and the plastic material has a high σ value, allowing a smaller bending radius, that is, a small r value. A material with poor plasticity has a low σ value and a large internal radius of the fillet. The value of the pressure angle of the bending and bending tool should be designed with rmax as the basic parameter.
According to the uniform surrounding requirements of the steel barrel sealing, the height b of the edge is a fixed value, and the increase or decrease of the b value will cause double-layer edge-lifting, resulting in insufficient level of the surrounding package and affecting the process parameters of the crimping. . Therefore, the unfolded length of the material is especially important. (Figure 4) is the blanking size of the barrel.

In summary, the unfolding length L of the material, that is, the blanking size of the barrel and the value of the edge-trimming process parameters, is a key link for the sealing and crimping process.
3. Sealing packing is an indispensable filler to prevent leakage of steel drums. The double flat seam sealing filler spraying process is directly coated with a crimping edge. The triple round bead needs to add the first pre-rolling process. The geometry of the sealant within the wrap is the key to the quality of the seal. According to the GB325 national standard, the sealant is in a circular shape is the best state. The seal form was dropped at a height of 1.2 m, and there was no leakage in the 0.2 MPa water pressure air tightness test. Our factory barrel workshop has done the following experiments on the sizing method:
Divide the bottom of the vat into three groups of ten pieces:
The first group: pre-roll the bottom cover on the pre-roller, and then evenly apply the sealant to the edge of the crimping hook and the edge of the edge of the cover. After the glue is dried, it is assembled and formed.
The second group: the bottom cover is directly coated with sealant, dried and assembled.
The third group: the bottom cover is directly assembled on the horizontal sealing machine with the beading.
After the assembly is completed, each technical group of steel drums is identified.
The results are as follows:
Group split angle test comparison ratio 1.2m drop test proportion 0.2MPa hydraulic pressure test proportions Note a group all meet the national standard 100% leakage 1 20% no leakage 0 After the third group of barrels have to wait After the sealant is dry, the test group 2 does not meet the national standard requirements. 0 Leakage 4 80% No leak 0 The three groups meet the national standard. Only 4 80% Leak 1 1% No leak 0Analysis of the above data shows that the yield of one group and three groups is almost the same. A group of incremental processes, obviously labor productivity declines. From the economic consideration of production, it is easy to adopt the third group of production methods. Due to the mechanical structure of the sealing machine itself, the third group also applied the pre-rolling technology when the barrel was assembled. (will be described later)
4. The influence of the shape parameters of the sealing wheel on the quality of the steel drum process.
Practice has proved that the geometry and material of the sealing wheel directly affects the quality of the crimping process (the following is an example of the process parameters of the triple round crimping wheel). The feeding mechanism of the sealing wheel is shown in Figure 5. As can be seen from the figure, the wrap wheel is a passive wheel that rotates during operation due to friction. As the working time is prolonged, the temperature rises due to friction, the hardness changes, and the bottom cover of the barrel is easily pulled, thereby affecting the quality of the winding process and shortening the service life of the sealing wheel.
(1) Material selection of the sealing wheel:
Through the mechanical structure performance of Figure 5 sealing machine, the force analysis of the sealing wheel is shown in Figure 6 and Figure 7.
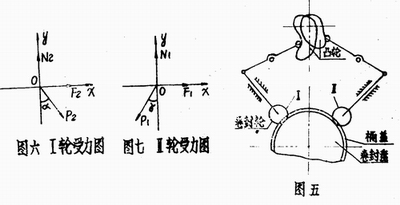
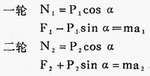
According to the principle of force balance, the force is calculated for the moment when the sealing wheel and the sealing disk are in contact:
Where: P - cam to the sealing wheel force (Newton); N - the sealing force of the coil to the sealing wheel (Newton); F - friction (Newton); m - the quality of the sealing wheel (dryå…‹); a - acceleration of the roll seal wheel (m / s 2)
According to the balance principle of force:


Therefore, the material of the I wheel is required to be superior to the material of the II wheel. Practice has proved that the II wheel adopts T8 material, the I wheel adopts 12Cr material, and the high frequency fire hardness I round reaches HRC60, II wheel HRC55. This not only improves the service life of the reeling wheel, but also guarantees the requirements of the process parameters of the large-scale production of the vat.
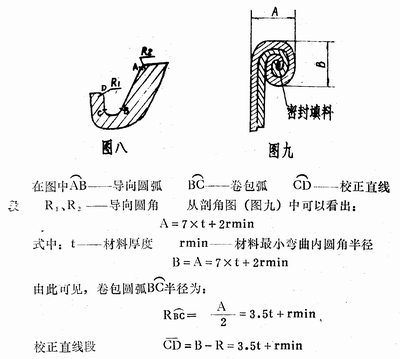
(2) Determination of the geometric dimensions of the sealing wheel
The bead forming of the steel drum is a process of evenly wrapping the bending deformation of the steel sheet. The design of the sealing wheel is to ensure the airtight performance of the barrel without damaging the mechanical properties of the board. It is known from the mechanical structure of the sealing machine that the I and II wheels have a time difference in the feeding in order to complete the smoothing of the I-round process. After the pre-roll, the II wheel feeds evenly. After the II wheel work, it is in point contact with the bucket cover. In order to smoothly feed the package, a guide arc is added to the wheel to make it bend into the package arc after pre-bending. After the package is completed, it is necessary to add a straight line segment of the correcting arc of the correction cladding (Fig. 8) to trim the molding.
Second, the conclusion:
l. The process index for controlling the welding process is the premise that affects the quality parameters and performance indicators of the crimping process.
2. The control of the process parameters of the edge-trimming process will definitely affect the quality of the crimping process.
3. The spraying method of the sealing packing is a decisive factor.
4. The geometry, size and material of the sealing wheel are the key to the quality control of the crimping process.
Third, the reference:
1. Stamping Technology, Yu Keqin, Science Popularization Press
2. Mechanical Design Foundation Yang Kezhen Mechanical Industry Press
3. Theoretical Mechanics Foundation He Tongsheng Editing Science Education Press
4. Material Mechanics Foundation Shan Yihui Editing Science Education Press
Coffee Stick,Disposable Coffee Stick,Disposable Wood Coffee Stick,Disposable Biodegradable Coffee Stick
dalian shengfeng doors co.,LTD , http://www.ytldisposablegoods.com