Polyurethane adhesives contain highly polar and chemically active groups, such as isocyanate groups (NCO), urethane groups (NHCOO-I), etc., and have strong adhesion to a variety of active hydrogen and polar materials.
Connected. Two-component polyurethane adhesives have the advantages of adjustable performance, high bonding strength, and a wide range of bonding, and have become an important part of polyurethane adhesives. This article synthesizes 2 kinds of pre
The polymer, taking full account of the adhesive's operability and adhesive strength, has developed a rubber repair agent with high bonding strength, good workability, and moderate hardness, which has been widely used in various types of rubber conveyor belts.
Repair and bonding of rubber impellers, rubber valves, cables, rubber rollers, etc. The cured product has excellent low temperature resistance, oil resistance, solvent resistance, abrasion resistance, corrosion resistance, and good aging resistance.
.
2 experimental section
2.1 The main raw materials TDI, reagents, Beijing Chemical Industry Plant; pure MDI, industrial products, Yantai Wanhua; castor oil, reagents, Zhengzhou Chemical Reagent Factory No.2; polyoxypropylene glycol (PPG400, PPG700), industrial products
, Tianjin Petrochemical No. 3 Plant; Polyoxypropylene glycol (2028), Industrial Products, Shanghai No.3 Chemical Plant of Gaoqiao Petrochemical Company; Polyoxypropylene triol (PPT400, PPT700, N3050), Industrial Products, Tianjin
Petrochemical No. 3 Plant; Tackifier, Self-made; MOCA, Industrial Products, Suzhou Advance Chemical Plant.
2.2 Preparation of Adhesives
2.2.1 Preparation of Component A (1) Synthesis of TDI Prepolymer A formula volume of polyether polyol, castor oil, etc. was added to a three-neck flask, and the temperature was raised to 120°C, dehydration under reduced pressure was performed for 1 to 2 hours, and the temperature was lowered. To 40 ~ 50 °C, add the amount of TDI, stirring reaction
After about 2 h, the temperature was raised to 80° C., and the reaction was stirred at 80±2° C. for about 4 h. The content of NCO was measured and the temperature was reduced. The mixture was sealed in a tin can and stored.
(2) Synthesis of MDI prepolymers In the three-vial bottle, formula volume of polyether polyol, castor oil, etc. were added, heated to 120° C., dehydrated under reduced pressure for 1-2 h, cooled to 50-60° C., and added to the formulation amount. The MDI heats up to 80°C. in
The reaction was stirred at (80±2)°C for about 5 h. The content of NCO was measured and the temperature was reduced. The mixture was sealed and stored in a tin can.
2.2.2 Formulation of component B In a three-vial bottle, add the formula amount of polyether polyol, castor oil, MOCA, color paste, etc., raise the temperature to 55°C, stir uniformly, heat to 110°C, and dehydrate under reduced pressure. 2 h, cooling output, loading
Human cans are sealed and stored.
2.3 Performance Test (1) Specimen Preparation The vacuum defoamed adhesive was poured in a 2 mm thick PE or PP flat template, released at room temperature for 24 h, and left for 48 h.
(2) Gel time Weigh the 10g of each of A and B respectively, and mix them quickly. Record the time from the time of mixing to the drawing time of the glue.
(3) Tensile Strength and Elongation at Break The samples prepared in (1) above were tested according to GB/T 528-92.
(4) Peel strength is tested according to GB/T2790-1995 standard.
(5) Hardness (Shore A) Tested according to GB/T 531-92.
3 Results and Discussion
3.1 Adjustment of pot life The prepolymer synthesized with TDI and polyol reacted slowly with the curing agent, and it was at room temperature for 10 h. Only gel. The prepolymer synthesized with MDI and polyol reacts quickly with the curing agent,
Exothermal. This is because the inducing effect of the TDI prepolymer is reduced and the steric hindrance is increased, so the reaction speed is slowed down. The M DI prepolymers are: Because the two NCO groups of M DI are in symmetrical distribution and phase
Farther away, there are no substituents around, and the induction effect and steric hindrance effect are not obvious. Even if one of the NCOs participates in the reaction, the remaining one NCO activity is still relatively large.
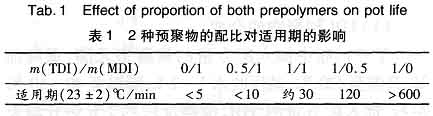
In this experiment, taking into account this factor, after several trials, the two prepolymers were selected and used together. The mass ratio was 1:1, and the effect of different ratios on the pot life was shown in Table 1.
3.2 Effect of different molecular weight and different functional polyols prepolymers on the performance of adhesives According to the literature, when the isocyanate content of two-component polyurethane adhesives is between 7% and 10%, the adhesive's bulk strength and adhesion The best strength. The topic selected different molecular substances
A series of prepolymers were synthesized from polyols with different amounts and different functionalities. The isocyanate content of the designed prepolymers was between 9% and 10%. After the adhesives were prepared, the properties were tested. According to various prepolymers
The overall performance of the material, from which two kinds of prepolymers are selected, and other additives are added to prepare a component.
(1) Control the functionalities around 2.3, choose different molecular weight polyols to synthesize prepolymers with MDI and TDI respectively, and then mix them with 1:1 (mass), adjust the ratio with the curing agent. Do not
The effect of the prepolymer synthesized with the molecular weight polyol on the adhesive performance is shown in Table 2.
(2) Control molecular mass around 1 400, choose different functional polyols and M DI and TDI respectively: Synthesize prepolymer, then mix by 1:1 (mass), adjust glue with curing agent,
The results are shown in Table 3.
From the test results, it can be seen that considering the operability of the adhesive, the functionality of the polyol is 2.3, and the molecular weight is ideally around 1 400.
3.3 Effect of M OCA dosage
This test uses N3050, castor oil, and M OC A. As the main component of the curing agent, N305 0 is used to adjust the hydroxyl content of the curing agent to adjust the proportion of A and B components.
1:1 (mass ratio); Castor oil is used to improve the foaming of the adhesive; M OC A is used to adjust the curing speed and hardness. The results are shown in Table 4.
Based on the above test results, M OC A. The best quality score is 25%.
3.4 Effect of castor oil on the foaming property of repairing agent Since the two-component reactive adhesive contains an NCO with extremely high activity, it will inevitably react with the moisture in the air during curing, releasing C 02, making the adhesive Layers produce bubbles,
Affects the cohesive strength of the adhesive layer.
Therefore, we chose oily castor oil as the main component of the curing agent. Castor oil is the glyceride of fatty acids. Fatty acids contain 90% ricinoleic acid, ie, 9-ene-1 2
Hydroxyaoctadecanoic acid, the other 10% is oleic acid and linoleic acid without hydroxyl groups. Castor oil has hydrophobic properties, which can reduce the adsorption of water on the adhesive and reduce the chance of an NC0 coming into contact with moisture.
This improves the foamability when the adhesive layer is cured. We changed the content of castor oil and formulated a rubber repair agent in the same way. After comparison, the test results are shown in Table 5. As can be seen from Table 5, the glue
When the mass fraction of castor oil in the adhesive is about 25%, the overall performance is the best.
3.5 Effect of Tackifiers on Adhesion of Rubber
Urethane rubber has excellent wear resistance, corrosion resistance and good toughness. This kind of adhesive is an ideal rubber repair agent, but the strong polarity of polyurethane determines that it has a good
Adhesiveness, but the adhesion to non-polar substrates or less polar substrates is not ideal. In order to solve this contradiction, this subject has synthesized a tackifier, the non-polar end of the tackifier can be embedded
The repaired rubber interior forms a firm bond with it. The other end reacts with an NCO to form a firm bond with the rubber to be repaired. The effect of the tackifier on the adhesion results is shown in Table 6.
According to the above test results, the mass fraction of the tackifier is preferably 2%.
3.6 Properties of Polyurethane Rubber Repair Agent The urethane rubber repair agent was cured after being cured at room temperature for 3 days. The test results are shown in Table 7.
4 Conclusions (1) The rubber repair agent developed in this project has good operability, and the mass ratio of A to B is 1:1. After curing, the adhesive and rubber form a firm bond, and the cohesive strength is high and it is a kind of high strength.
Rubber repair agent.
(2) The self-made tackifier effectively improves the adhesive properties of the polyurethane adhesive to the rubber, and the adhesive strength is greater than the bulk strength of the rubber.
(3) The addition of castor oil improves the hydrophobicity of the adhesive and reduces the adsorption of moisture on the adhesive layer, thus reducing the generation of bubbles in the adhesive layer and improving the cohesive strength of the adhesive layer.
Cosmetics Intermediates,Skin Care Products ,Cosmetic Supplies ,Organic Cosmetics
Centrifugal Pump Co., Ltd.Reverse Osmosis System , http://www.nbdye.com